キャリアコンサルタントの方に有用な情報をお伝えします。
経済産業省製造産業局が2024年5月に公表した資料「製造業を巡る現状と課題について今後の政策の方向性」からスライド42ページ「全体最適の阻害要因と打ち手」について解説をします。
(出典)経済産業省 016_04_00.pdf
① 図表の全体像
この図表は、製造業において「全体最適」がなかなか進まない理由と、それに対する打ち手を整理したものです。ここでいう全体最適とは、設計、調達、生産技術、製造、品質管理、物流、営業、サービスなど、製造プロセス全体を俯瞰し、部門ごとの個別最適ではなく、企業全体として最も良い状態を目指すことです。
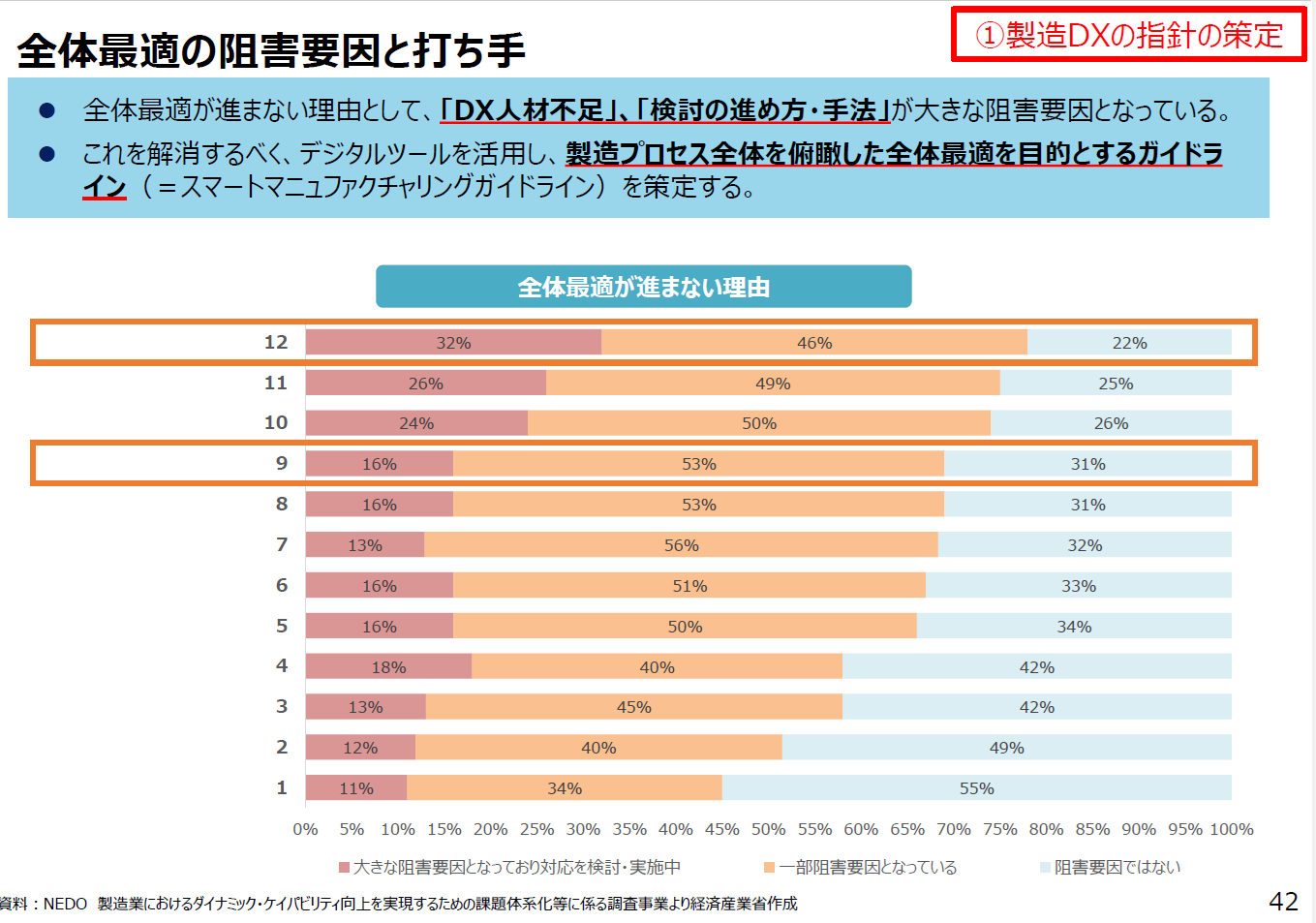
上部の青い枠には、図表の結論が端的に示されています。全体最適が進まない理由として、「DX人材不足」と「検討の進め方・手法」が大きな阻害要因になっているとされています。そして、その解消策として、デジタルツールを活用し、製造プロセス全体を俯瞰した全体最適を目的とするガイドライン、すなわちスマートマニュファクチャリングガイドラインを策定することが示されています。
つまり、この図表は、単に「全体最適が大事です」と述べているだけではありません。なぜ全体最適が進まないのかをアンケート結果のような形で把握し、その阻害要因を取り除くためには、共通の考え方、手順、参考資料、デジタル活用の道筋が必要であると説明しています。
② 棒グラフが示している内容
中央の棒グラフは、「全体最適が進まない理由」について、12項目の阻害要因を並べ、それぞれがどの程度問題になっているかを割合で示しています。
凡例を見ると、色は3つに分かれています。赤系の部分は「大きな阻害要因となっており対応を検討・実施中」です。オレンジ系の部分は「一部阻害要因となっている」です。水色の部分は「阻害要因ではない」です。
したがって、赤とオレンジを合計すると、その項目が何らかの形で全体最適の阻害要因になっている割合を示していると読めます。一方、水色が大きい項目は、阻害要因としての認識が比較的弱い項目です。
グラフを見ると、上位にある項目ほど赤とオレンジの割合が大きく、全体最適を妨げる要因として認識されていることが分かります。特に、番号12の項目は、赤が32%、オレンジが46%で、合計78%が阻害要因として認識しています。番号11も26%と49%で合計75%、番号10も24%と50%で合計74%です。これらは、多くの企業が全体最適を進めるうえで課題と感じている項目だといえます。
また、番号9の項目も、赤が16%、オレンジが53%で、合計69%が阻害要因としています。図表では番号12と番号9がオレンジの枠で強調されており、上部の説明にある「DX人材不足」や「検討の進め方・手法」と関係する重要項目として示されていると考えられます。
③ 全体最適が進まない最大の理由は「人材」と「進め方」です
この図表で最も注目すべき点は、全体最適が進まない理由として、単に「システムがない」「設備が古い」「お金がない」といった物理的・技術的な問題だけが挙げられているわけではないことです。むしろ、上部の説明では、「DX人材不足」と「検討の進め方・手法」が大きな阻害要因だと明示されています。
これは、製造DXの本質を考えるうえで非常に重要です。製造DXは、デジタルツールを導入すれば自動的に進むものではありません。どの業務を変えるのか、どのデータをつなぐのか、どの部門を巻き込むのか、どの順番で進めるのかを考えられる人材が必要です。
また、全体最適を実現するには、製造現場だけでなく、経営層、設計部門、生産技術部門、調達部門、品質保証部門、営業部門、情報システム部門などが連携する必要があります。そのためには、単なるIT知識だけではなく、製造プロセス全体を理解し、業務課題を整理し、関係者を巻き込み、プロジェクトとして進める力が求められます。
しかし、実際には、そのような人材が不足している企業が多いです。現場には改善の知恵がありますが、デジタル技術との接続が難しい場合があります。一方、IT部門にはシステムの知識がありますが、製造現場の実態や業務変革の優先順位までは十分に分からないことがあります。経営層は全体最適の必要性を理解していても、具体的にどこから着手すべきか分からない場合もあります。
このような人材面・進め方面の不足が、全体最適を阻害しているのです。
④ 「DX人材不足」が意味するもの
ここでいうDX人材不足は、単にプログラミングができる人やシステムを構築できる人が足りない、という意味だけではありません。製造DXに必要な人材は、より広い役割を持っています。
第一に、業務を理解する力が必要です。製造業では、設計、調達、生産、品質、物流、保守など、多くの業務がつながっています。DX人材には、これらの業務がどのように連鎖しているかを理解し、どこにボトルネックがあるかを見極める力が求められます。
第二に、データを理解する力が必要です。どのデータがどこで発生し、どの単位で管理され、どの部署で使われているのかを把握しなければ、データの標準化や一元管理はできません。データの項目名、単位、粒度、更新頻度、品質を整えることも重要です。
第三に、デジタル技術を業務に結びつける力が必要です。AI、IoT、ERP、MES、PLM、SCMなどのツールを知っているだけでは不十分です。それらをどの業務課題の解決に使うのか、どのような業務プロセスに組み込むのかを設計する必要があります。
第四に、部門を越えて調整する力が必要です。全体最適は、一部門だけでは実現できません。部門間で利害が異なることもあります。たとえば、製造部門は稼働率を重視し、営業部門は納期や顧客対応を重視し、経理部門は原価を重視します。こうした異なる視点を調整し、共通の目的に向かって進める力が必要です。
したがって、DX人材不足とは、単なるIT担当者不足ではなく、「製造プロセスとデジタルをつなぎ、全体最適を設計・推進できる人材の不足」と捉えるべきです。
⑤ 「検討の進め方・手法」が阻害要因になる理由
もう一つの大きな阻害要因が、「検討の進め方・手法」です。これは、全体最適を進めたいという意識はあっても、どのような順番で検討すればよいか分からない、どの課題から着手すべきか決められない、部門間で共通認識を作れない、という問題を指していると考えられます。
製造DXは検討範囲が広いです。生産現場の改善だけでなく、設計情報、調達情報、生産計画、品質情報、原価情報、顧客情報、サービス情報など、多くのデータと業務が関係します。そのため、最初から全てを対象にすると、論点が広がりすぎて進まなくなります。
また、「とりあえずシステムを入れる」という進め方では、後から業務に合わない、現場で使われない、データがつながらない、費用対効果が見えないといった問題が発生します。逆に、現場改善だけに閉じると、全社的な経営効果につながりにくくなります。
そのため、全体最適には、検討の型が必要です。たとえば、まず経営課題を整理し、次に業務変革課題を特定し、現状レベルと目指すレベルを設定し、必要なデータやシステム構成を確認し、プロジェクトとして設計する、という流れです。
この図表の上部で、スマートマニュファクチャリングガイドラインの策定が打ち手として示されているのは、この「進め方の型」を提供するためです。各社がゼロから考えるのではなく、共通の参照枠を使うことで、検討を効率化し、抜け漏れを防ぎ、関係者間の認識を合わせやすくする狙いがあります。
⑥ グラフから見える阻害要因の傾向
棒グラフを見ると、番号12、11、10、9、8、7、6、5など、多くの項目で赤とオレンジの合計が6割を超えています。これは、全体最適が進まない理由が一つだけではなく、複数の要因が重なっていることを示しています。
番号12は、赤32%、オレンジ46%で、合計78%です。特に赤の割合が最も大きく、「大きな阻害要因」として認識している企業が多いことが分かります。これは、緊急性や重要性が高い課題であることを意味します。
番号11は、赤26%、オレンジ49%で、合計75%です。番号10も、赤24%、オレンジ50%で、合計74%です。これらも、ほぼ4社に3社が何らかの阻害要因として認識している水準です。
番号9は、赤16%、オレンジ53%で、合計69%です。赤の割合は上位3項目より低いものの、オレンジの割合が高く、「大きな阻害要因ではないが、進行を妨げている」と感じている企業が多いと読めます。
一方、番号1や番号2は、水色の「阻害要因ではない」の割合が大きく、番号1では55%、番号2では49%となっています。これは、すべての項目が同じように問題視されているわけではなく、企業が特に困っている項目には偏りがあることを示しています。
したがって、全体最適を進める際には、阻害要因を一律に扱うのではなく、自社にとって特に影響が大きいものを見極めることが重要です。
⑦ 打ち手としてのガイドライン策定
この図表では、阻害要因への打ち手として、「デジタルツールを活用し、製造プロセス全体を俯瞰した全体最適を目的とするガイドラインを策定する」と示されています。
これは非常に重要です。全体最適を進めるには、単に「頑張りましょう」では不十分です。関係者が共通して使える考え方、手順、判断基準、参考事例が必要です。
ガイドラインには、いくつかの役割があります。
第一に、共通言語をつくる役割です。経営層、現場、IT部門、企画部門が同じ言葉で議論できなければ、DXは進みません。たとえば、「業務変革課題」「実現レベル」「マニュファクチャリングチェーン」「全体最適」といった概念を共有することで、議論が噛み合いやすくなります。
第二に、検討手順を示す役割です。どの経営課題から考えるのか、どの業務課題を選ぶのか、現状レベルをどう評価するのか、目指すレベルをどう決めるのか、どのようにプロジェクト化するのかを示すことで、企業が迷わず進めやすくなります。
第三に、デジタル活用の方向性を示す役割です。デジタルツールは多様であり、何を選べばよいか分かりにくいです。ガイドラインがあれば、業務課題に応じて必要なデータ、システム構成、活用イメージを整理できます。
第四に、成功事例やモデルケースを示す役割です。他社がどのように進めたのか、自社に近い生産類型ではどのような課題があるのかを知ることで、具体的なイメージを持ちやすくなります。
⑧ 中小企業にとっての読み取り方
中小企業にとって、この図表は非常に実践的な示唆を持っています。中小企業では、大企業に比べてDX人材や情報システム部門の体制が限られていることが多いです。そのため、全体最適を目指したくても、誰が旗を振るのか、どこから手をつけるのか、何を基準に判断するのかが曖昧になりがちです。
しかし、この図表が示しているように、全体最適を阻害しているのは、必ずしも技術そのものだけではありません。人材、進め方、手法、部門間の連携、検討の枠組みが重要です。これは中小企業にとって、逆に取り組みやすい部分でもあります。大規模なシステム投資をする前に、まずは考え方や進め方を整えることができるからです。
たとえば、自社の製造プロセス全体を簡単に図にしてみる。どの部門でどのデータを持っているかを整理する。どの業務で手戻りや二重入力が起きているかを確認する。経営課題と現場課題を結びつけて、優先テーマを1つ選ぶ。こうした活動からでも、全体最適への第一歩になります。
また、DX人材が不足している場合でも、いきなり専門人材を採用するだけが解決策ではありません。現場をよく知る人材にデジタルの基礎を学んでもらう、IT担当者に製造現場を理解してもらう、外部専門家を一時的に活用しながら社内に知見を蓄積するなど、段階的な育成が有効です。
⑨ この図表が伝える本質
この図表が伝えている本質は、全体最適を阻む最大の壁は、技術そのものよりも「人」と「進め方」にあるということです。
もちろん、デジタルツールは重要です。データを一元管理し、リアルタイムに可視化し、部門横断で活用するには、システムやデータ基盤が必要です。しかし、それを何のために使うのか、どの業務を変えるのか、どの部門をつなぐのかを考える力がなければ、デジタルツールは効果を発揮しません。
全体最適とは、単に各部門がそれぞれ効率化することではありません。設計、調達、生産、品質、物流、営業、サービスがつながり、企業全体としてQCDSEを高めることです。そのためには、製造プロセス全体を俯瞰し、課題を構造的に捉え、デジタルを道具として活用する必要があります。
ガイドラインの役割は、この複雑な取り組みを進めるための道筋を示すことです。人材不足や進め方の不明確さを補い、企業が自社の実態に応じてDXを設計できるようにすることが狙いです。
⑩ まとめ
この図表は、製造業において全体最適が進まない理由と、その解決策を示したものです。棒グラフでは、12項目の阻害要因について、「大きな阻害要因となっており対応を検討・実施中」「一部阻害要因となっている」「阻害要因ではない」の割合が示されています。特に番号12の項目は、78%が阻害要因として認識しており、非常に大きな課題であることが分かります。また、番号9の項目も69%が阻害要因として認識しており、図表上で強調されています。
上部の説明では、全体最適が進まない大きな理由として、「DX人材不足」と「検討の進め方・手法」が挙げられています。これは、製造DXにおいて、単にデジタルツールを導入するだけでは不十分であり、製造プロセス全体を理解し、課題を整理し、部門を横断して推進できる人材と、実践的な進め方が必要であることを示しています。
その打ち手として、デジタルツールを活用し、製造プロセス全体を俯瞰した全体最適を目的とするガイドラインの策定が示されています。ガイドラインは、共通言語をつくり、検討手順を示し、デジタル活用の方向性を明確にし、実践事例を提供する役割を持ちます。
したがって、この図表は、製造DXを成功させるには、技術導入だけでなく、人材育成、進め方の標準化、部門横断の共通認識づくりが不可欠であることを示しています。全体最適を実現するためには、まず阻害要因を正しく把握し、それに対して体系的な打ち手を講じることが重要です。
(つづく)Y.H