キャリアコンサルタントの方に有用な情報をお伝えします。
経済産業省製造産業局が2024年5月に公表した資料「製造業を巡る現状と課題について今後の政策の方向性」からスライド40ページ「全体最適に向けたデータの標準化・一元管理の必要性」について解説をします。
(出典)経済産業省 016_04_00.pdf
① 図表の全体像
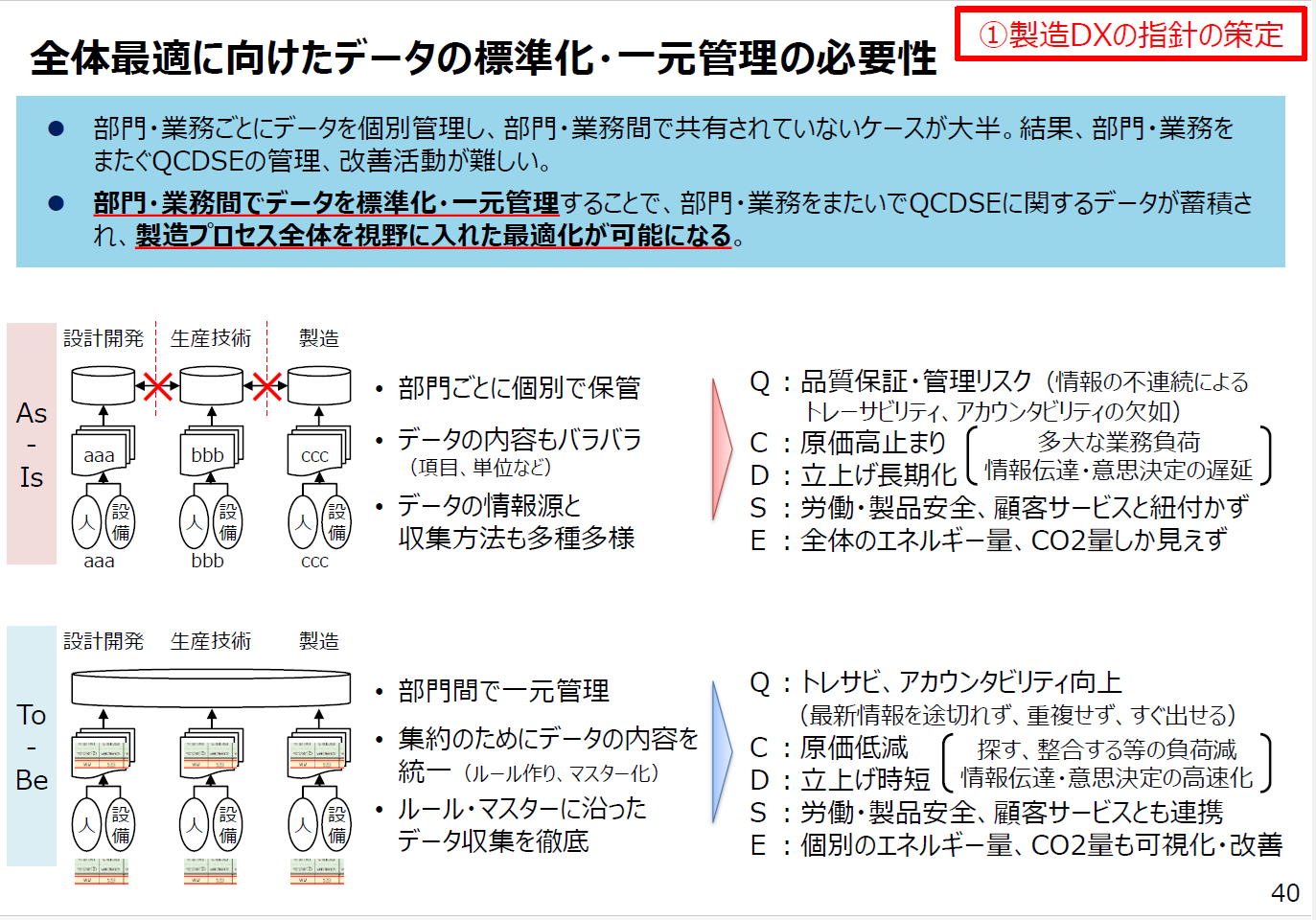
この図表は、製造DXを進めるうえで、なぜ部門ごと・業務ごとに分断されたデータ管理では不十分なのか、そしてなぜデータの標準化と一元管理が必要なのかを説明したものです。
上部の青い枠には、図表全体の結論が整理されています。多くの企業では、設計開発、生産技術、製造などの部門ごとにデータを個別管理しており、部門間・業務間で十分に共有されていないケースが多いです。その結果、部門や業務をまたいだQCDSEの管理や改善活動が難しくなります。
ここでいうQCDSEとは、品質、コスト、納期、安全・サービス、環境の観点です。製造業では、品質を高め、原価を下げ、納期を短縮し、安全や顧客サービスを向上させ、さらにエネルギーやCO2排出量を管理することが重要です。しかし、これらは一部門だけで完結するものではありません。設計、工程設計、生産技術、製造、品質保証、物流、サービスなどがつながって初めて、全体として改善できます。
この図表では、上段に「As-Is」、つまり現状の姿が示されています。下段には「To-Be」、つまり目指す姿が示されています。現状では、部門ごとにデータが分断され、内容や収集方法もばらばらです。一方、目指す姿では、部門間でデータを一元管理し、ルールやマスターに基づいてデータを収集・活用する状態が描かれています。
② As-Is:部門ごとの個別管理の問題
図表の上段は、現状の姿を表しています。設計開発、生産技術、製造という各部門が、それぞれ別々にデータを保管しています。図では、各部門の上にデータベースのような円柱が描かれ、それぞれ「aaa」「bbb」「ccc」といった別々のデータを持っているように表現されています。
この状態では、部門ごとに個別でデータが保管されています。たとえば、設計開発部門は設計情報を、生産技術部門は工程情報を、製造部門は実績情報を、それぞれ自部門の都合に合わせて管理している状態です。
一見すると、各部門が必要な情報を持っているため問題がないように見えます。しかし、製造プロセス全体で見ると大きな課題があります。部門間のデータがつながっていないため、設計変更が製造現場に正しく伝わらない、工程条件の変更が品質管理に反映されない、製造実績が設計改善に活用されない、といった問題が起こりやすくなります。
また、データの内容もばらばらです。項目名、単位、粒度、更新頻度、管理方法が部門ごとに異なると、同じような情報であっても比較や統合ができません。たとえば、ある部門では「作業時間」を分単位で管理し、別の部門では時間単位で管理している場合、正確な分析が難しくなります。また、製品コードや部品名の付け方が部門ごとに異なると、同じ部品を指しているのか、別の部品を指しているのか分からなくなることもあります。
さらに、データの情報源や収集方法も多種多様です。人が手入力しているデータ、設備から自動取得しているデータ、紙帳票から転記されたデータ、Excelで加工されたデータなどが混在すると、データの正確性や鮮度にばらつきが出ます。その結果、意思決定に使える信頼性の高いデータになりにくいのです。
③ データ分断がQCDSEに与える影響
図表の右側には、As-Isの状態によって発生する問題が、QCDSEの観点で整理されています。
まずQ、つまり品質では、「品質保証・管理リスク」が示されています。情報がつながっていないと、トレーサビリティやアカウンタビリティが欠如します。たとえば、不良が発生したときに、どの設計情報、どの材料ロット、どの設備条件、どの作業者、どの工程条件が関係していたのかを追跡できなければ、原因究明に時間がかかります。再発防止も難しくなります。
次にC、つまりコストでは、「原価高止まり」が示されています。部門ごとにデータが分断されていると、どこでムダなコストが発生しているのか分かりにくくなります。設計上の仕様が製造コストを押し上げているのか、工程設計に問題があるのか、製造現場の歩留まりが悪いのか、間接業務の負荷が大きいのかが見えにくくなります。その結果、原価改善の打ち手が曖昧になります。
D、つまり納期では、「立上げ長期化」が示されています。情報伝達や意思決定が遅れることで、新製品の立上げや工程変更に時間がかかります。設計変更情報が生産技術に伝わるのが遅れ、生産技術から製造現場への展開も遅れれば、試作や量産準備に手戻りが生じます。部門間で同じ情報を何度も確認したり、転記したりすることも、立上げ期間を長くする要因になります。
S、つまり安全・サービスでは、「労働・製品安全、顧客サービスと紐付かず」とあります。製造現場の作業情報や品質情報、顧客からの問い合わせ情報がつながっていないと、安全上のリスクや顧客サービス上の課題を早期に把握しにくくなります。たとえば、製品の使用中に発生した問題が、設計や製造条件と結びついていなければ、根本的な改善につながりません。
E、つまり環境では、「全体のエネルギー量、CO2量しか見えず」とあります。部門ごと、工程ごと、製品ごとのエネルギー使用量やCO2排出量が見えなければ、どこを改善すべきかが分かりません。全社合計のエネルギー量だけを見ても、具体的な削減活動には落とし込みにくいです。
④ To-Be:部門間で一元管理する姿
図表の下段は、目指す姿であるTo-Beを示しています。ここでは、設計開発、生産技術、製造の各部門が、共通のデータ基盤によってつながっています。上段では部門ごとにばらばらだったデータベースが、下段では横長の一つの大きなデータ基盤として描かれています。
この姿では、部門間でデータが一元管理されています。設計開発で作成された情報が、生産技術や製造でも活用されます。生産技術が設定した工程情報や設備条件が、製造現場で使われます。製造現場で得られた実績データや品質データが、設計開発や生産技術にフィードバックされます。
ただし、一元管理とは、単にデータを一か所に集めることではありません。図表にもあるように、集約のためにはデータ内容を統一する必要があります。つまり、ルール作りやマスター化が不可欠です。
たとえば、品目コード、部品名、工程名、設備名、作業者区分、品質項目、原価項目、エネルギー使用量などについて、共通の定義を持つ必要があります。どの部門でも同じ意味で使えるデータにしなければ、集めても活用できません。
また、ルール・マスターに沿ったデータ収集を徹底することも必要です。データを入力する担当者によって書き方が違う、測定方法が違う、更新タイミングが違うという状態では、信頼できるデータになりません。データを活用するためには、収集段階から標準化しておくことが重要です。
⑤ 一元管理によって改善されるQCDSE
To-Beの右側には、データの標準化・一元管理によって期待される効果がQCDSEの観点で示されています。
Q、品質については、「トレーサビリティ、アカウンタビリティ向上」とあります。最新情報を途切れず、重複せず、すぐに出せる状態になることで、不良発生時の原因追跡や顧客説明が容易になります。どの材料、どの工程、どの設備条件、どの検査結果に問題があったのかを迅速に確認できれば、品質保証の信頼性が高まります。
C、コストについては、「原価低減」とあります。データを探す、整合する、確認するという負荷が減ることで、間接業務の効率化が進みます。また、設計情報、工程情報、製造実績、原価情報がつながることで、どの要因が原価に影響しているのかを把握しやすくなります。これにより、原価改善の対象を明確にできます。
D、納期については、「立上げ時短」とあります。情報伝達や意思決定が高速化することで、新製品の立上げや工程変更のスピードが上がります。設計変更が発生した場合でも、関係部門が同じ情報を参照できれば、確認や調整にかかる時間を短縮できます。結果として、開発から量産までのリードタイム短縮につながります。
S、安全・サービスについては、「労働・製品安全、顧客サービスとも連携」とあります。現場の作業データ、品質データ、顧客からの問い合わせやサービス情報がつながることで、安全上のリスクや顧客課題を早く把握できます。たとえば、特定条件で不具合が起きやすいことが分かれば、作業条件の見直しや顧客への注意喚起につなげることができます。
E、環境については、「個別のエネルギー量、CO2量も可視化・改善」とあります。工程別、設備別、製品別にエネルギー使用量やCO2排出量を把握できれば、どこに削減余地があるかが分かります。これにより、環境対応も全社合計の把握にとどまらず、具体的な改善活動へ落とし込めます。
⑥ 「標準化」と「一元管理」は別物だが一体で進めるべきもの
この図表を読むうえで重要なのは、「標準化」と「一元管理」は同じ意味ではないということです。
標準化とは、データの項目、単位、定義、収集方法、入力ルール、管理粒度などをそろえることです。たとえば、製品コードを統一する、工程名を統一する、作業時間の定義を統一する、品質項目の測定方法を統一する、といった取り組みです。
一元管理とは、標準化されたデータを部門横断で共有・活用できる状態にすることです。共通のデータ基盤、マスターデータ、統合データベース、ダッシュボードなどを通じて、関係部門が同じ情報を参照できるようにすることです。
標準化されていないデータを一元管理しても、意味の違う情報が集まるだけで、かえって混乱します。一方で、標準化だけしても、部門ごとに閉じたままであれば、全体最適にはつながりません。したがって、標準化と一元管理は、セットで進める必要があります。
⑦ 製造プロセス全体を視野に入れた最適化
上部の青い枠では、部門・業務間でデータを標準化・一元管理することで、「製造プロセス全体を視野に入れた最適化が可能になる」と述べられています。ここが、この図表の最も重要な結論です。
製造業では、部門ごとの最適化だけでは限界があります。設計部門が設計効率だけを追求しても、製造しにくい設計になれば現場コストが増えます。製造部門が自部門の稼働率だけを高めても、需要と合っていなければ在庫が増えます。調達部門が安い部品を選んでも、品質不良や納期遅れが増えれば、全体では損失になります。
全体最適とは、部門ごとの成果を足し合わせることではありません。設計、生産技術、製造、品質、物流、サービスなどが同じデータを共有し、QCDSE全体で最も良い判断を行うことです。そのためには、部門間でデータがつながっている必要があります。
たとえば、新製品を立ち上げる場合、設計情報、部品情報、工程情報、設備情報、作業標準、品質基準、原価情報がつながっていれば、量産準備を早く進めることができます。製造中に不良が発生した場合も、設計条件や工程条件までさかのぼって原因を分析できます。さらに、製造実績を次の設計や工程改善に活かすこともできます。
このように、データの標準化・一元管理は、単なる情報システム上の整備ではなく、製造プロセス全体の改善力を高めるための基盤です。
⑧ 中小企業にとっての実践ポイント
中小企業がこの図表を活用する場合、最初から全社的な大規模データ基盤を構築する必要はありません。むしろ、まずは部門間でよく使う重要データから標準化することが現実的です。
たとえば、品目コード、部品表、工程名、設備名、作業時間、不良分類、材料使用量、在庫数量、出荷実績などは、多くの部門で関係する基本データです。これらの定義や入力ルールをそろえるだけでも、部門間の連携は大きく改善します。
次に、設計開発、生産技術、製造の間で、どのデータが受け渡されているかを棚卸しすることが有効です。どの情報が紙で渡されているのか、どの情報がExcelで再入力されているのか、どの情報がメールに埋もれているのかを確認します。そこに、データ分断や重複作業の原因があります。
さらに、標準化したデータをもとに、小さな一元管理から始めるとよいです。たとえば、主要製品だけを対象に、設計情報、工程情報、品質情報、製造実績を紐づける。あるいは、特定工程だけを対象に、作業時間、不良率、設備停止、原価影響を見える化する。こうした小さな成功を積み重ねることで、全社的なデータ活用へ広げやすくなります。
重要なのは、システム導入そのものを目的にしないことです。目的は、QCDSEを改善し、製造プロセス全体を最適化することです。そのために、どのデータを標準化し、どの部門で共有すべきかを考える必要があります。
⑨ この図表が伝える本質
この図表が伝えている本質は、製造DXの土台は「データがつながること」にあるということです。部門ごとにデータが存在していても、それがばらばらに管理され、意味や単位が異なり、共有されていなければ、全体最適にはつながりません。
データがつながれば、品質問題の原因追跡がしやすくなります。原価改善の対象が見えます。新製品立上げが早くなります。安全や顧客サービスとの連携が進みます。エネルギーやCO2排出量の改善も具体化できます。
つまり、データの標準化・一元管理は、単なるIT部門の仕事ではありません。設計、生産技術、製造、品質保証、経理、営業、サービスなど、製造プロセスに関わるすべての部門が関係する経営課題です。
製造DXを本当に成果につなげるには、まず部門ごとの個別最適から脱却し、共通ルールに基づいてデータを集め、共有し、活用する仕組みをつくる必要があります。この図表は、その必要性をAs-IsとTo-Beの対比によって分かりやすく示している資料です。
(つづく)Y.H